




制冷剂配管这样焊接,免去后顾之忧
焊接,在制冷系统安装中占有重要地位。焊接的好坏直接关系到后期的使用,避免后期管道的渗漏,焊接时都需要注意什么呢?
(1)(1)焊接时要求焊口向下或水平横向进行,尽可能避免向上。因为向上须进行仰焊,而仰焊易造成漏焊,从而成为系统的隐患。
(2)制冷剂的配管、分支组件、弯管接头、直管接头,都必须采用指定规格的配套产品。这样,配管与连接口的间隙才会适度,不会由于间隙太大而使焊接不好,造成渗漏。
(3)液管、气管的分支组件的安装,必须注意装配方向和角度,以避免引起系统运行不好,或造成除霜时制冷剂流动噪声过大(由制冷剂流动不平衡或冷冻机油短路造成)。因此一定要注意:分支接头水平安装时,其倾斜度一定要小于30°垂直安装时,必须完全垂直。分支集管只能水平安装,不能倾斜。
(4)焊接材料用于普通场合一般不采用磷铜焊条(Bcup-2)。

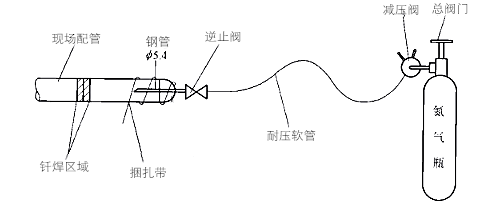
(5)焊接时应采取充氮气焊接的方法(参考下图)。因为,如不向配管内通氮气,焊接时铜管表面就会产生大量的氧化物,此氧化物留在系统中就成为垃圾,会给系统内各部阀门、过滤器、压缩机带来危害,严重时,系统不能正常运行。为了防止此种情况发生,焊接时要先用氮气冲走配管内空气,然后一边向管内送氮气,一边焊接。焊接后继续送氮气,直至焊点温度达到常温为止,这个过程叫做充氮焊接作业。注意:只能用氮气,不能用其他气体,必须使用减压阀,充气的压力约为0.02~0.05Mpa。
(6)施工现场必须注意防火,场地要干净,无易燃物品,若无法避免易燃物品,则必须采取防范措施,现场必须准备水和灭火器,以备急用。
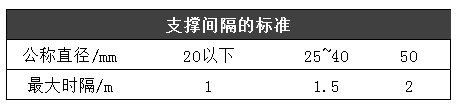
(7)水平管应用吊架或托架来支撑,支撑间隔如下表所示,注意,无论吊架还是托架都不能讲保温后的配管加紧,因为必须要考虑到通关的热胀冷缩。
|
上一条:箱式冷水机温度变小的原因
下一条:冷库膨胀阀使用及调整图解 |
返回列表 |
-
压缩机卡缸、短路、吸排气能力检查方法2022-06-06
-
小型冷库系统的组成与运行流程2022-05-23
-
冷冻、冷藏库的库体保养2022-05-16
-
离心式冷水机组常见的问题和故障与检查对象2022-05-03
-
冷库系统四大件与制冷量的关系2022-04-19


 苏公网安备 32031202000732号
苏公网安备 32031202000732号